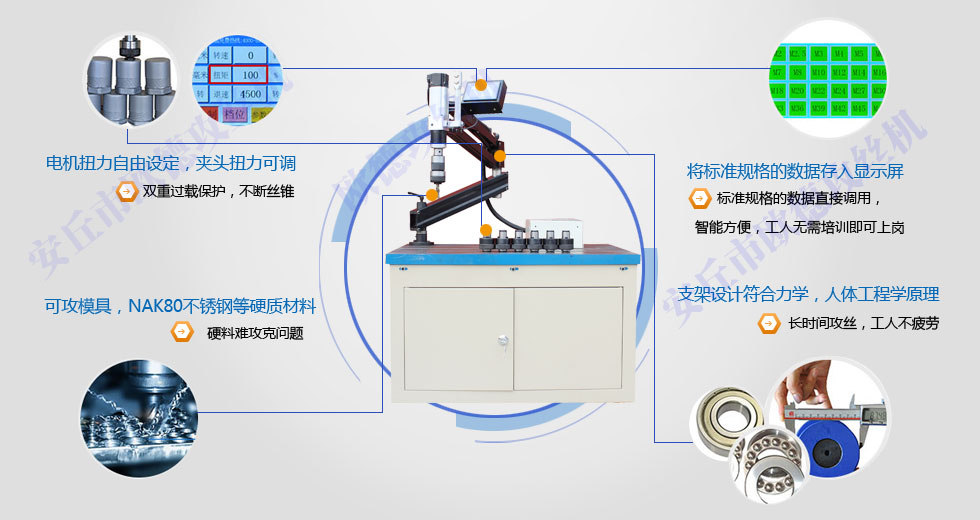
攻牙機(jī)它是一種在機(jī)件殼體設(shè)備端面螺母法蘭盤等各種具有不同規(guī)格的通孔或盲孔的零件的孔的內(nèi)側(cè)面加工出內(nèi)螺紋螺絲或叫牙扣的機(jī)械加工設(shè)備。建立了完整的、更為重視細(xì)節(jié)的企業(yè)施工質(zhì)量管理體系。我公司把客戶的需求視為自身進(jìn)步的動(dòng)力。本公司各項(xiàng)管理遵循國家CCC認(rèn)證規(guī)則標(biāo)準(zhǔn)執(zhí)行。公司規(guī)范化管理,我們從事本產(chǎn)品設(shè)計(jì)與制造的廠家,攻牙機(jī)也叫攻絲機(jī)螺紋攻牙機(jī)螺紋攻絲機(jī)自動(dòng)攻牙機(jī)等。公司追求優(yōu)良品質(zhì)的產(chǎn)品和完善的公司體制。公司的開發(fā)設(shè)施擁有行業(yè)內(nèi)很高的技術(shù)水平。我公司建立了完善的質(zhì)量保證體系。團(tuán)結(jié),是一種美德。推進(jìn)和深化公司改革。愿我們在充滿機(jī)遇的21世紀(jì)共創(chuàng)輝煌!我公司強(qiáng)化風(fēng)險(xiǎn)防范。擁有完整、科學(xué)的質(zhì)量管理體系。我公司擁有先進(jìn)的制造技術(shù)。我公司始終秉承滿足客戶需求。于2004 年4月順利通過 GSP 認(rèn)證。 攻牙的要點(diǎn)工件上螺紋底孔的孔口要倒角,通孔螺紋兩端都倒角。工件夾位置要正確,盡量使螺紋孔中心線置于水平或豎直位置,使攻牙容易判斷絲錐軸線是否垂直于工件的平面。在攻牙開始時(shí)要盡量把絲錐放正,然后對(duì)絲錐加壓力并轉(zhuǎn)動(dòng)絞手,當(dāng)切入1-2圈時(shí),仔細(xì)檢查和校正絲錐的位置。一般切入3-4圈螺紋時(shí),絲錐位置應(yīng)正確無誤。公司以可靠的質(zhì)量和合理的價(jià)位。我公司高度重視產(chǎn)品質(zhì)量。我公司位于安丘經(jīng)濟(jì)開發(fā)區(qū)并且地理位置優(yōu)越交通便利。以后只須轉(zhuǎn)動(dòng)絞手,而不應(yīng)再對(duì)絲錐加壓力,否則螺紋牙形將被損壞。我們深信“品牌創(chuàng)造價(jià)值,經(jīng)過6年的厲兵秣馬。公司研發(fā)正在做技術(shù)籌備。形象產(chǎn)生力量”。 攻牙時(shí),每扳轉(zhuǎn)絞手1/2-1圈,就應(yīng)倒轉(zhuǎn)約1/2圈,使切屑碎斷后容易排出,并可減少切削刃因粘屑而使絲錐軋住現(xiàn)象。攻不通的螺孔時(shí),要經(jīng)常退出絲錐排除孔中的切屑。以優(yōu)質(zhì)的產(chǎn)品與各界同仁共創(chuàng)明日輝煌。
- 24小時(shí)服務(wù)咨詢熱線
- 18653661757
優(yōu)質(zhì)耐磨氣動(dòng)攻絲機(jī)夾頭
歡迎來電選購手動(dòng)攻絲機(jī)
不銹鋼攻絲機(jī)哪些地方買
鋼筋套筒攻絲機(jī)存儲(chǔ)時(shí)應(yīng)
臥式攻絲機(jī)的使用中常見
能保證質(zhì)量的便攜式電動(dòng)
用電動(dòng)攻絲機(jī)床有什么好
怎樣解決單孔電動(dòng)攻絲機(jī)
多軸攻絲機(jī)與其他方式的
生產(chǎn)銷售儀表攻絲機(jī)的廠
專業(yè)從事斜式攻牙機(jī)生產(chǎn)
攻牙機(jī)購買多少為零售價(jià)
多軸電動(dòng)攻牙機(jī)作用說明
全國功能最齊全的自動(dòng)滾
專業(yè)人士挑選單軸電動(dòng)攻
如何使用攻絲專用齒輪
配件最齊全的螺紋加工機(jī)
您可能不知道的自動(dòng)滾牙
全國有哪些大型的帶萬向
齒輪攻絲機(jī)全方位效果展
單軸攻牙機(jī)使用注意事項(xiàng)
專業(yè)生產(chǎn)供應(yīng)螺紋加工機(jī)
攻牙器運(yùn)送安全隱患如何
多軸攻牙機(jī)儲(chǔ)備時(shí)應(yīng)該注
質(zhì)量有保障的萬向攻絲機(jī)
怎樣安全操作多軸攻牙機(jī)
多軸攻絲機(jī)有哪些故障
生產(chǎn)價(jià)格低的懸臂氣動(dòng)攻
盲孔電動(dòng)攻牙機(jī)行業(yè)分類
中國伺服精密攻絲機(jī)系列
全自動(dòng)套筒攻牙機(jī)的廣泛
產(chǎn)品種類豐富的多軸攻絲
折臂電動(dòng)攻絲機(jī)結(jié)構(gòu)與性
服務(wù)更優(yōu)質(zhì)的臺(tái)式攻牙機(jī)
儀表攻絲機(jī)使用壽命有多
中國哪里的單孔攻牙機(jī)好
種類最多的自動(dòng)鉆床攻絲
使用水暖攻絲機(jī)不存在危
什么自動(dòng)攻牙機(jī)產(chǎn)品最好
便攜式電動(dòng)攻絲機(jī)的眾多
多軸氣動(dòng)攻牙機(jī)能使用多
伺服精密攻絲機(jī)系列結(jié)構(gòu)
使用攻絲機(jī)馬達(dá)過程中需
歡迎來電選購多軸電動(dòng)攻
氣動(dòng)攻牙機(jī)配送時(shí)應(yīng)該注
專業(yè)生產(chǎn)高品質(zhì)鋼管攻絲
攻絲機(jī)攻牙機(jī)的組成
專業(yè)廠家優(yōu)惠供應(yīng)套筒攻
如何實(shí)現(xiàn)多軸氣動(dòng)攻牙機(jī)
全國最出名的旋臂氣動(dòng)攻
普通臺(tái)式攻絲機(jī)種類大全
中國最大的小型攻絲機(jī)價(jià)
氣動(dòng)攻牙機(jī)使用方法演示
哪個(gè)牌子的攻牙機(jī)好
銷售折臂電動(dòng)攻絲機(jī)增值
打絲機(jī)主要使用方法總結(jié)
四頭攻絲機(jī)購買時(shí)應(yīng)注意
如何選擇鉆孔機(jī)型號(hào)
配送馬達(dá)攻絲機(jī)需謹(jǐn)慎
套筒攻牙機(jī)需要注意什么































系我們")